

O'rindiqli ko'pik odatda poliuretan ko'pikiga tegishli bo'lib, u ikki komponentli materiallardan va mos keladigan qo'shimchalardan va qoliplar orqali ko'piklangan boshqa kichik materiallardan iborat.Butun ishlab chiqarish jarayoni uchta jarayonga bo'linadi: tayyorgarlik bosqichi, ishlab chiqarish bosqichi va qayta ishlashdan keyingi bosqich.
Asosan polieterning suv tarkibi va yopishqoqligi talablarga javob beradimi yoki yo'qligini tekshiring.Bu narsa shimolda qishda ayniqsa muhimdir.
Ko'pikni bepul sinov ishlab chiqarish, shuningdek, kiruvchi materiallar uchun ham amalga oshiriladi, asosan ularning ishlab chiqarish holati talablariga javob berishini tekshirish uchun tortiladi.
② Aralashtirish:
Aralashtirish belgilangan formula bo'yicha amalga oshiriladi va hozirda avtomatik aralashtirish uskunasi qo'llaniladi.FAW-Volkswagenning o'rindiqli ko'pikli tizimi ikki turga bo'linadi: kompozit material va o'z-o'zidan aralashtirilgan material.
Kombinatsiyalangan material:) A+B ikkita aralash eritma to'g'ridan-to'g'ri aralashtiriladi
O'z-o'zidan ishlab chiqarish: POLY, ya'ni asosiy polieter + POP + qo'shimchalarini aralashtiring va keyin POLY va ISOni aralashtiring

2. Ishlab chiqarish bosqichi - loop ishlab chiqarish
Umuman olganda, pastadir ishlab chiqarish, asosan quyish, shakllantirish, qolipdan tushirish va qolipni tozalash kabi bir nechta jarayonlar orqali qabul qilinadi:
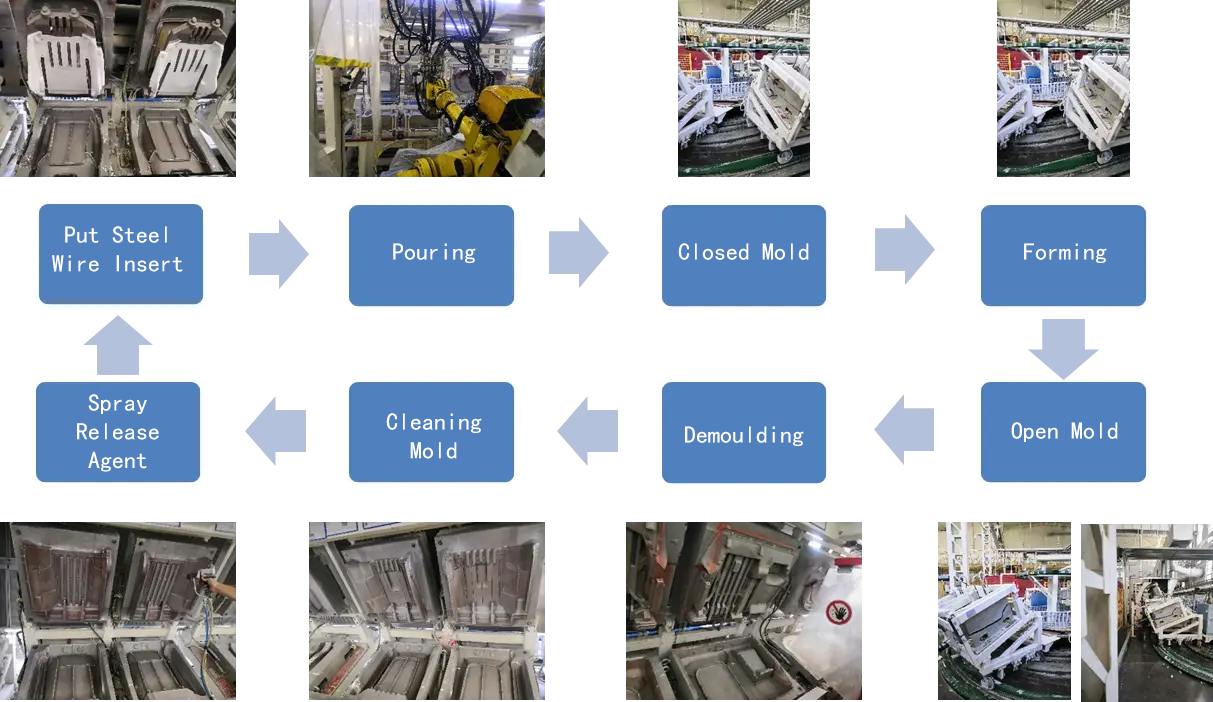
Ularning orasida quyma asosiy bo'lib, uni asosan quyish manipulyatori bajaradi.O'rindiq ko'pikining turli pozitsiyalariga ko'ra turli xil quyish protseduralari qo'llaniladi, ya'ni turli hududlardagi ko'piklar quyiladi va jarayon parametrlari har xil (bosim, harorat, formula, ko'piklanish zichligi, quyish yo'li, javob indeksi).
3. Qayta ishlashdan keyingi bosqich - burg'ulash, kesish, kodlash, ta'mirlash, susturucu mumini purkash, qarish va boshqa jarayonlarni o'z ichiga oladi.
① Teshik - Ochilishdan maqsad mahsulot deformatsiyasini oldini olish va elastiklikni oshirishdir.Vakuumli adsorbsiya turiga va rulonli turga bo'linadi.
Ko'pik qolipdan chiqqandan so'ng, hujayralarni imkon qadar tezroq ochish kerak.Vaqt qanchalik qisqa bo'lsa, shuncha yaxshi va eng uzoq vaqt 50 dan oshmasligi kerak.
②Qo'lni kesish jarayoni tufayli ko'pikning chetida ba'zi ko'piklar paydo bo'ladi, bu o'rindiqni yopish paytida tashqi ko'rinishga ta'sir qiladi va ularni qo'lda olib tashlash kerak.
③ Kodlash - ishlab chiqarilgan sana va ko'pik partiyasini kuzatish uchun ishlatiladi.
④Ta'mirlash - Ko'pik ishlab chiqarish jarayonida yoki qolipdan tushirish jarayonida ozgina sifat nuqsonlarini keltirib chiqaradi.Odatda, elim nuqsonlarni tuzatish uchun ishlatiladi.Biroq, FAW-Volkswagen A sirtini ta'mirlashga yo'l qo'yilmasligini ta'kidlaydi va ta'mirlash ishlarini cheklash uchun maxsus sifat standartlari mavjud..
⑤Ovozni yutuvchi mumni püskürtün - funktsiya shovqin hosil qilish uchun ko'pik va o'rindiq ramkasi o'rtasidagi ishqalanishning oldini olishdir.
⑥Aging - ko'pik qolipdan mog'orlangandan so'ng, ko'pikli material odatda to'liq reaksiyaga kirmaydi va mikro-reaktsiyalar talab qilinadi.Odatda, ko'pik qattiqlashishi uchun 6-12 soat davomida katenar bilan havoda to'xtatiladi.

ochilish

Kesish

pishib etishdan keyingi
Aynan shunday murakkab jarayon tufayli Volkswagen o'rindiq ko'piklari juda yaxshi qulaylik va atrof-muhit muhofazasi bilan kam hid va kam emissiyaga ega.
Xabar vaqti: 2023 yil 17-fevral