

A espuma do assento geralmente se refere à espuma de poliuretano, que é feita de materiais de dois componentes mais os aditivos correspondentes e outros materiais pequenos, que são espumados através de moldes.Todo o processo de produção é dividido em três processos: fase de preparação, fase de produção e fase de pós-processamento.
Verifique principalmente se o teor de água e a viscosidade do poliéter atendem aos requisitos.Este item é especialmente importante no inverno no norte.
A produção experimental gratuita de espuma também é realizada para materiais recebidos, principalmente pesagem para verificar se eles atendem aos requisitos de status de produção.
② Mistura:
A mistura é realizada de acordo com a fórmula estabelecida, sendo atualmente utilizado equipamento de mistura automática.O sistema de espuma de assento da FAW-Volkswagen é dividido em dois tipos: material compósito e material automisturado.
Material de combinação:) A+B duas soluções mistas são misturadas diretamente
Auto-lote: misture POLY, ou seja, poliéter básico + POP + aditivos, e depois misture POLY e ISO

2. Estágio de produção – produção de loop
Geralmente, a produção em loop é adotada, principalmente por meio de diversos processos como vazamento, conformação, desmoldagem e limpeza de moldes, como segue:
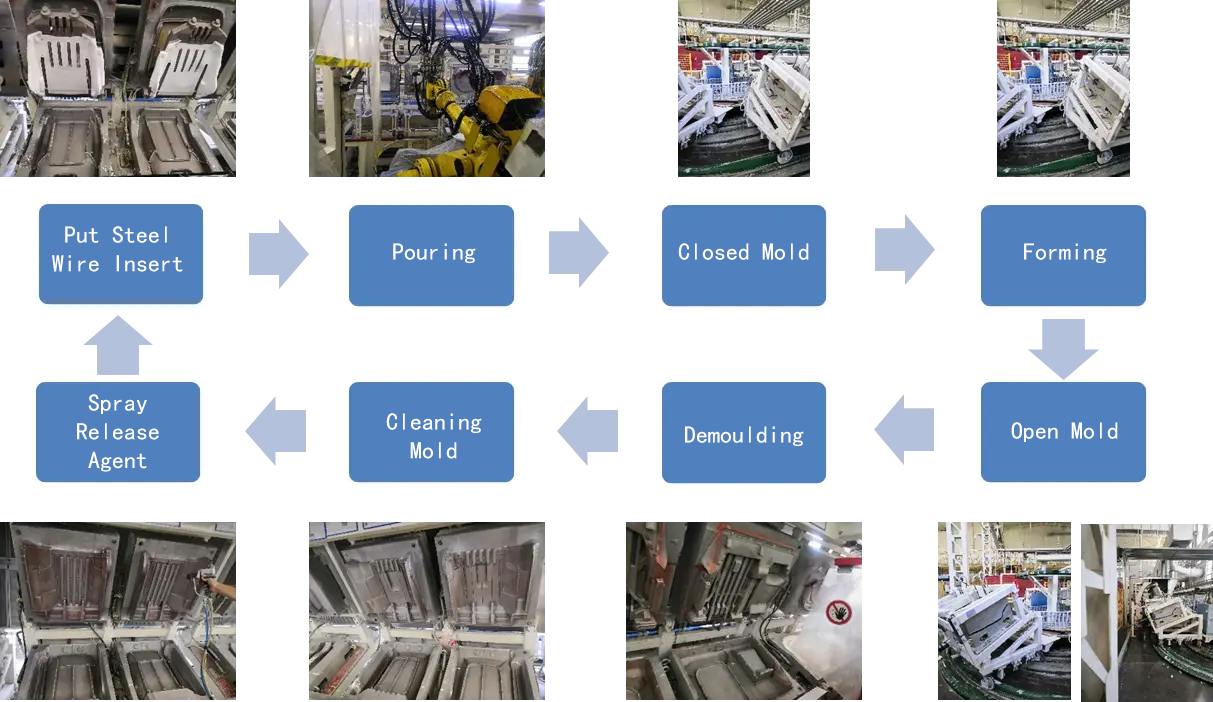
Entre eles, o vazamento é a chave, que é completado principalmente pelo manipulador de vazamento.Diferentes procedimentos de vazamento são utilizados de acordo com as diferentes posições da espuma do assento, ou seja, espumas em diferentes regiões são vazadas e os parâmetros do processo são diferentes (pressão, temperatura, fórmula, densidade de espuma, rota de vazamento, índice de resposta).
3. Estágio de pós-processamento – incluindo perfuração, corte, codificação, reparo, pulverização de cera silenciadora, envelhecimento e outros processos
① Furo – O objetivo da abertura é evitar a deformação do produto e aumentar a elasticidade.Dividido em tipo de adsorção a vácuo e tipo de rolo.
Após a saída da espuma do molde, é necessário abrir as células o mais rápido possível.Quanto menor o tempo, melhor, e o tempo mais longo não deve exceder 50s.
②Espuma de corte de borda Devido ao processo de exaustão do molde, alguns flashes de espuma serão produzidos na borda da espuma, o que afetará a aparência ao cobrir o assento e precisará ser removido manualmente.
③ Codificação – usada para rastrear a data de produção e o lote de espuma.
④Reparo – A espuma produzirá pequenos defeitos de qualidade durante o processo de produção ou processo de desmoldagem.Geralmente, a cola é usada para reparar os defeitos.No entanto, a FAW-Volkswagen estipula que a superfície A não pode ser reparada e existem padrões de qualidade especiais para restringir as operações de reparação..
⑤Cera absorvente de som em spray - a função é evitar que o atrito entre a espuma e a estrutura do assento gere ruído
⑥Envelhecimento - Depois que a espuma é moldada a partir do molde, o material espumante geralmente não reage totalmente e são necessárias microrreações.Geralmente, a espuma é suspensa no ar com uma catenária por 6 a 12 horas para cura.

abertura

Aparar

pós-amadurecimento
É justamente por causa de um processo tão complicado que a espuma dos bancos da Volkswagen apresenta excelente conforto e proteção ambiental com baixo odor e baixa emissão.
Horário da postagem: 17 de fevereiro de 2023