

ಸೀಟ್ ಫೋಮ್ ಸಾಮಾನ್ಯವಾಗಿ ಪಾಲಿಯುರೆಥೇನ್ ಫೋಮ್ ಅನ್ನು ಸೂಚಿಸುತ್ತದೆ, ಇದು ಎರಡು-ಘಟಕ ವಸ್ತುಗಳ ಜೊತೆಗೆ ಅನುಗುಣವಾದ ಸೇರ್ಪಡೆಗಳು ಮತ್ತು ಇತರ ಸಣ್ಣ ವಸ್ತುಗಳಿಂದ ಮಾಡಲ್ಪಟ್ಟಿದೆ, ಇವುಗಳನ್ನು ಅಚ್ಚುಗಳ ಮೂಲಕ ಫೋಮ್ ಮಾಡಲಾಗುತ್ತದೆ.ಸಂಪೂರ್ಣ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಮೂರು ಪ್ರಕ್ರಿಯೆಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ: ತಯಾರಿ ಹಂತ, ಉತ್ಪಾದನಾ ಹಂತ ಮತ್ತು ನಂತರದ ಪ್ರಕ್ರಿಯೆ.
ಪಾಲಿಥರ್ನ ನೀರಿನ ಅಂಶ ಮತ್ತು ಸ್ನಿಗ್ಧತೆಯು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುತ್ತದೆಯೇ ಎಂಬುದನ್ನು ಮುಖ್ಯವಾಗಿ ಪರಿಶೀಲಿಸಿ.ಉತ್ತರದಲ್ಲಿ ಚಳಿಗಾಲದಲ್ಲಿ ಈ ಐಟಂ ವಿಶೇಷವಾಗಿ ಮುಖ್ಯವಾಗಿದೆ.
ಒಳಬರುವ ವಸ್ತುಗಳಿಗೆ ಉಚಿತ ಫೋಮ್ ಪ್ರಯೋಗ ಉತ್ಪಾದನೆಯನ್ನು ಸಹ ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ, ಮುಖ್ಯವಾಗಿ ಅವು ಉತ್ಪಾದನಾ ಸ್ಥಿತಿಯ ಅಗತ್ಯತೆಗಳನ್ನು ಪೂರೈಸುತ್ತವೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಲು ತೂಗುತ್ತದೆ.
② ಮಿಶ್ರಣ:
ಸ್ಥಾಪಿತ ಸೂತ್ರದ ಪ್ರಕಾರ ಮಿಶ್ರಣವನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಮಿಶ್ರಣ ಉಪಕರಣಗಳನ್ನು ಪ್ರಸ್ತುತ ಬಳಸಲಾಗುತ್ತದೆ.FAW-ವೋಕ್ಸ್ವ್ಯಾಗನ್ನ ಸೀಟ್ ಫೋಮ್ ವ್ಯವಸ್ಥೆಯನ್ನು ಎರಡು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ: ಸಂಯೋಜಿತ ವಸ್ತು ಮತ್ತು ಸ್ವಯಂ-ಮಿಶ್ರಣ ವಸ್ತು.
ಸಂಯೋಜನೆಯ ವಸ್ತು:) ಎ+ಬಿ ಎರಡು ಮಿಶ್ರ ಪರಿಹಾರಗಳನ್ನು ನೇರವಾಗಿ ಮಿಶ್ರಣ ಮಾಡಲಾಗುತ್ತದೆ
ಸ್ವಯಂ-ಬ್ಯಾಚಿಂಗ್: POLY ಅನ್ನು ಮಿಶ್ರಣ ಮಾಡಿ, ಅಂದರೆ, ಮೂಲಭೂತ ಪಾಲಿಥರ್ + POP + ಸೇರ್ಪಡೆಗಳು, ತದನಂತರ POLY ಮತ್ತು ISO ಅನ್ನು ಮಿಶ್ರಣ ಮಾಡಿ

2. ಉತ್ಪಾದನಾ ಹಂತ - ಲೂಪ್ ಉತ್ಪಾದನೆ
ಸಾಮಾನ್ಯವಾಗಿ, ಲೂಪ್ ಉತ್ಪಾದನೆಯನ್ನು ಮುಖ್ಯವಾಗಿ ಸುರಿಯುವುದು, ರೂಪಿಸುವುದು, ಡಿಮೋಲ್ಡಿಂಗ್ ಮತ್ತು ಅಚ್ಚು ಶುಚಿಗೊಳಿಸುವಿಕೆಯಂತಹ ಹಲವಾರು ಪ್ರಕ್ರಿಯೆಗಳ ಮೂಲಕ ಅಳವಡಿಸಿಕೊಳ್ಳಲಾಗುತ್ತದೆ:
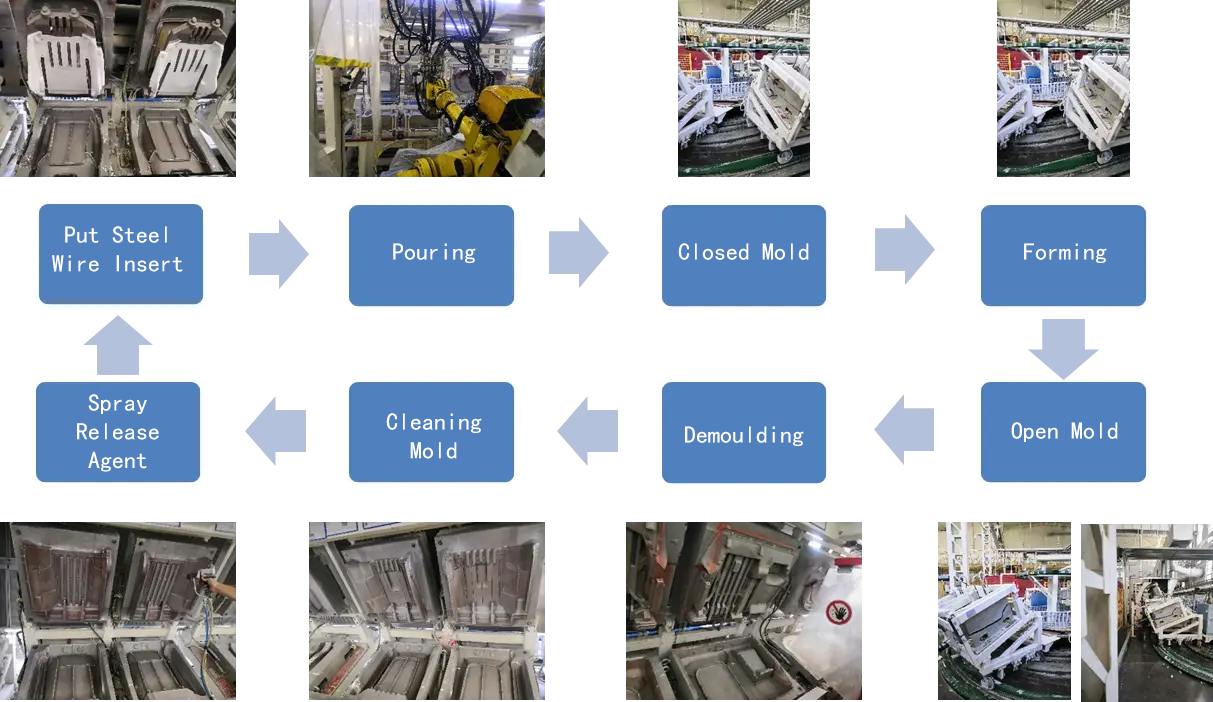
ಅವುಗಳಲ್ಲಿ, ಸುರಿಯುವುದು ಕೀಲಿಯಾಗಿದೆ, ಇದು ಮುಖ್ಯವಾಗಿ ಸುರಿಯುವ ಮ್ಯಾನಿಪ್ಯುಲೇಟರ್ನಿಂದ ಪೂರ್ಣಗೊಳ್ಳುತ್ತದೆ.ಸೀಟ್ ಫೋಮ್ನ ವಿಭಿನ್ನ ಸ್ಥಾನಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ವಿಭಿನ್ನ ಸುರಿಯುವ ಕಾರ್ಯವಿಧಾನಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅಂದರೆ, ವಿವಿಧ ಪ್ರದೇಶಗಳಲ್ಲಿ ಫೋಮ್ಗಳನ್ನು ಸುರಿಯಲಾಗುತ್ತದೆ ಮತ್ತು ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳು ವಿಭಿನ್ನವಾಗಿವೆ (ಒತ್ತಡ, ತಾಪಮಾನ, ಸೂತ್ರ, ಫೋಮಿಂಗ್ ಸಾಂದ್ರತೆ, ಸುರಿಯುವ ಮಾರ್ಗ, ಪ್ರತಿಕ್ರಿಯೆ ಸೂಚ್ಯಂಕ).
3. ಪೋಸ್ಟ್-ಪ್ರೊಸೆಸಿಂಗ್ ಹಂತ - ಕೊರೆಯುವುದು, ಟ್ರಿಮ್ಮಿಂಗ್, ಕೋಡಿಂಗ್, ರಿಪೇರಿ ಮಾಡುವುದು, ಸೈಲೆನ್ಸರ್ ಮೇಣದ ಸಿಂಪಡಿಸುವಿಕೆ, ವಯಸ್ಸಾದ ಮತ್ತು ಇತರ ಪ್ರಕ್ರಿಯೆಗಳು ಸೇರಿದಂತೆ
① ಹೋಲ್ - ಉತ್ಪನ್ನದ ವಿರೂಪವನ್ನು ತಡೆಗಟ್ಟುವುದು ಮತ್ತು ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವವನ್ನು ಹೆಚ್ಚಿಸುವುದು ತೆರೆಯುವ ಉದ್ದೇಶವಾಗಿದೆ.ನಿರ್ವಾತ ಆಡ್ಸರ್ಪ್ಶನ್ ಪ್ರಕಾರ ಮತ್ತು ರೋಲರ್ ಪ್ರಕಾರವಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ.
ಫೋಮ್ ಅಚ್ಚಿನಿಂದ ಹೊರಬಂದ ನಂತರ, ಸಾಧ್ಯವಾದಷ್ಟು ಬೇಗ ಕೋಶಗಳನ್ನು ತೆರೆಯುವುದು ಅವಶ್ಯಕ.ಕಡಿಮೆ ಸಮಯ, ಉತ್ತಮ ಮತ್ತು ದೀರ್ಘಾವಧಿಯು 50 ಸೆಗಳನ್ನು ಮೀರಬಾರದು.
②ಎಡ್ಜ್ ಟ್ರಿಮ್ಮಿಂಗ್-ಫೋಮ್ ಅಚ್ಚು ನಿಷ್ಕಾಸ ಪ್ರಕ್ರಿಯೆಯಿಂದಾಗಿ, ಫೋಮ್ನ ಅಂಚಿನಲ್ಲಿ ಕೆಲವು ಫೋಮ್ ಫ್ಲಾಷ್ಗಳು ಉತ್ಪತ್ತಿಯಾಗುತ್ತವೆ, ಇದು ಆಸನವನ್ನು ಮುಚ್ಚುವಾಗ ಗೋಚರಿಸುವಿಕೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ ಮತ್ತು ಕೈಯಿಂದ ತೆಗೆದುಹಾಕಬೇಕಾಗುತ್ತದೆ.
③ ಕೋಡಿಂಗ್ - ಉತ್ಪಾದನಾ ದಿನಾಂಕ ಮತ್ತು ಫೋಮ್ ಬ್ಯಾಚ್ ಅನ್ನು ಪತ್ತೆಹಚ್ಚಲು ಬಳಸಲಾಗುತ್ತದೆ.
④ ದುರಸ್ತಿ - ಫೋಮ್ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಅಥವಾ ಡಿಮೋಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಸ್ವಲ್ಪ ಗುಣಮಟ್ಟದ ದೋಷಗಳನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಸಾಮಾನ್ಯವಾಗಿ, ದೋಷಗಳನ್ನು ಸರಿಪಡಿಸಲು ಅಂಟು ಬಳಸಲಾಗುತ್ತದೆ.ಆದಾಗ್ಯೂ, FAW-ವೋಕ್ಸ್ವ್ಯಾಗನ್ ಮೇಲ್ಮೈ A ಅನ್ನು ದುರಸ್ತಿ ಮಾಡಲು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ ಎಂದು ಷರತ್ತು ವಿಧಿಸುತ್ತದೆ ಮತ್ತು ದುರಸ್ತಿ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ನಿರ್ಬಂಧಿಸಲು ವಿಶೇಷ ಗುಣಮಟ್ಟದ ಮಾನದಂಡಗಳಿವೆ..
⑤ಧ್ವನಿ-ಹೀರಿಕೊಳ್ಳುವ ಮೇಣವನ್ನು ಸಿಂಪಡಿಸಿ - ಶಬ್ದವನ್ನು ಉತ್ಪಾದಿಸಲು ಫೋಮ್ ಮತ್ತು ಸೀಟ್ ಫ್ರೇಮ್ ನಡುವಿನ ಘರ್ಷಣೆಯನ್ನು ತಡೆಯುವುದು ಕಾರ್ಯವಾಗಿದೆ
⑥ವಯಸ್ಸಾಗುವುದು - ಅಚ್ಚಿನಿಂದ ಫೋಮ್ ಅನ್ನು ರೂಪಿಸಿದ ನಂತರ, ಫೋಮಿಂಗ್ ವಸ್ತುವು ಸಾಮಾನ್ಯವಾಗಿ ಸಂಪೂರ್ಣವಾಗಿ ಪ್ರತಿಕ್ರಿಯಿಸುವುದಿಲ್ಲ ಮತ್ತು ಸೂಕ್ಷ್ಮ-ಪ್ರತಿಕ್ರಿಯೆಗಳ ಅಗತ್ಯವಿರುತ್ತದೆ.ಸಾಮಾನ್ಯವಾಗಿ, ಫೋಮ್ ಅನ್ನು ಕ್ಯೂರಿಂಗ್ ಮಾಡಲು 6-12 ಗಂಟೆಗಳ ಕಾಲ ಕ್ಯಾಟೆನರಿಯೊಂದಿಗೆ ಗಾಳಿಯಲ್ಲಿ ಅಮಾನತುಗೊಳಿಸಲಾಗುತ್ತದೆ.

ತೆರೆಯಲಾಗುತ್ತಿದೆ

ಟ್ರಿಮ್ಮಿಂಗ್

ನಂತರದ ಮಾಗಿದ
ವೋಕ್ಸ್ವ್ಯಾಗನ್ನ ಸೀಟ್ ಫೋಮ್ ಕಡಿಮೆ ವಾಸನೆ ಮತ್ತು ಕಡಿಮೆ ಹೊರಸೂಸುವಿಕೆಯೊಂದಿಗೆ ಅತ್ಯುತ್ತಮವಾದ ಸೌಕರ್ಯ ಮತ್ತು ಪರಿಸರ ಸಂರಕ್ಷಣೆಯನ್ನು ಹೊಂದಲು ಇಂತಹ ಸಂಕೀರ್ಣ ಪ್ರಕ್ರಿಯೆಯ ಕಾರಣದಿಂದಾಗಿ ಇದು ನಿಖರವಾಗಿ.
ಪೋಸ್ಟ್ ಸಮಯ: ಫೆಬ್ರವರಿ-17-2023