

Az üléshab általában poliuretán hab, amely kétkomponensű anyagokból, valamint megfelelő adalékanyagokból és egyéb apró anyagokból készül, amelyeket formákon keresztül habosítanak.A teljes gyártási folyamat három folyamatra oszlik: előkészítési szakasz, gyártási szakasz és utófeldolgozási szakasz.
Elsősorban azt ellenőrizze, hogy a poliéter víztartalma és viszkozitása megfelel-e a követelményeknek.Ez az elem különösen fontos télen északon.
Ingyenes hab próbagyártást is végeznek a beérkező anyagokra, főként annak ellenőrzésére, hogy megfelelnek-e a gyártási állapotra vonatkozó követelményeknek.
② Keverés:
A keverés a megállapított képlet szerint történik, és jelenleg automata keverőberendezést használnak.A FAW-Volkswagen üléshab rendszere két típusra oszlik: kompozit anyagra és önkeverő anyagra.
Kombinációs anyag:) A+B két kevert oldatot közvetlenül keverünk össze
Önadagolás: keverje össze a POLY-t, azaz az alap poliétert + POP + adalékanyagokat, majd keverje össze a POLY-t és az ISO-t

2. Gyártási szakasz – hurokgyártás
Általában a hurokgyártást alkalmazzák, főként több folyamaton keresztül, mint például öntés, formázás, formázás és formázás, az alábbiak szerint:
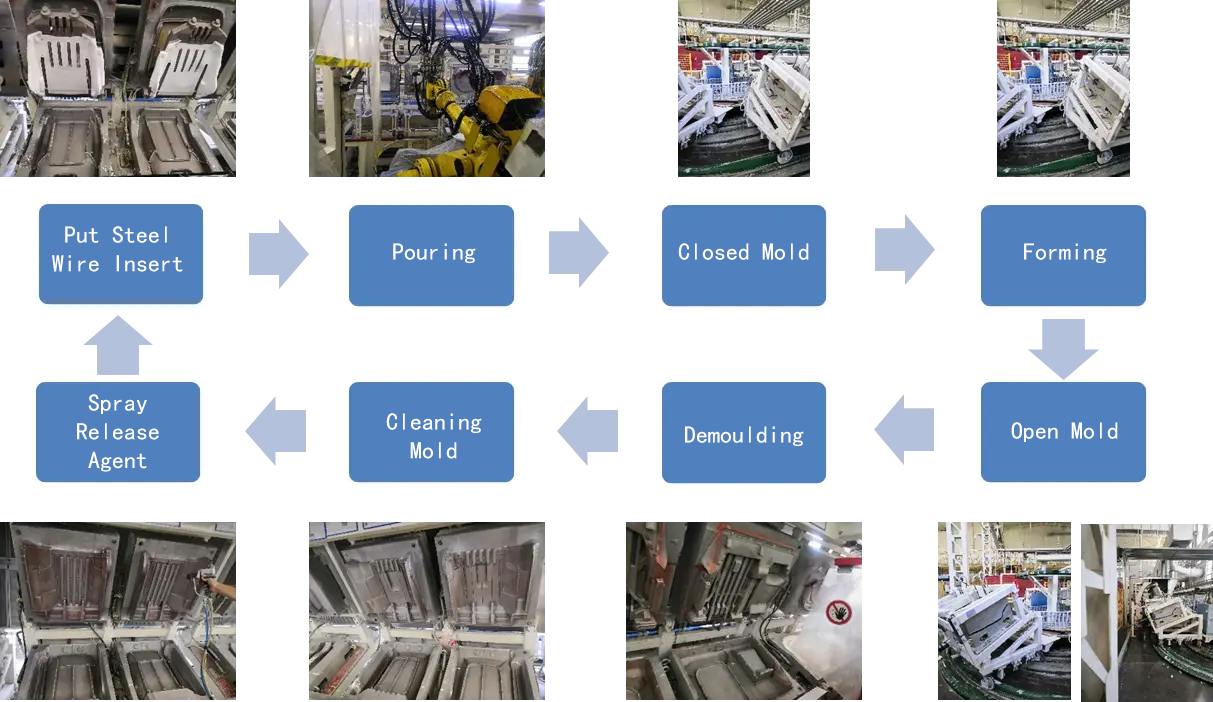
Közülük a kiöntés a kulcs, amit főként a kiöntő manipulátor teljesít.Különböző öntési eljárásokat alkalmaznak az ülőhab különböző helyzetétől függően, azaz különböző régiókban öntik a habokat, és eltérőek a folyamat paraméterei (nyomás, hőmérséklet, képlet, habzási sűrűség, öntési út, reakcióindex).
3. Utófeldolgozási szakasz – beleértve a fúrást, vágást, kódolást, javítást, hangtompítóviasz-permetezést, öregítést és egyéb folyamatokat
① Furat – A nyitás célja a termék deformálódásának megakadályozása és a rugalmasság növelése.Vákuumos adszorpciós típusra és görgős típusra osztva.
Miután a hab kikerült a formából, a lehető leghamarabb fel kell nyitni a cellákat.Minél rövidebb az idő, annál jobb, és a leghosszabb idő nem haladhatja meg az 50 másodpercet.
②Segélyvágó hab A penészkifúvás folyamata miatt a hab szélén néhány habfelvillanás keletkezik, ami befolyásolja a megjelenést az ülés letakarásakor, és kézzel kell eltávolítani.
③ Kódolás – a gyártási dátum és a hab tétel nyomon követésére szolgál.
④Javítás – A hab enyhe minőségi hibákat produkál a gyártási folyamat vagy a formázási folyamat során.Általában ragasztót használnak a hibák javítására.A FAW-Volkswagen azonban előírja, hogy az A felületet nem szabad javítani, és speciális minőségi előírások korlátozzák a javítási műveleteket..
⑤ Hangelnyelő viasz szórása – a funkció az, hogy megakadályozza a hab és az üléskeret közötti súrlódást, ami zajt kelt.
⑥ Öregedés – Miután a habot kiöntötték a formából, a habosító anyag általában nem reagál teljesen, és mikroreakciókra van szükség.Általában a habot egy felsővezetékkel a levegőben felfüggesztik 6-12 órán keresztül a kikeményedés érdekében.

Nyítás

Ritkítás

utóérés
Pontosan egy ilyen bonyolult folyamat miatt a Volkswagen üléshabja kiváló kényelemmel és környezetvédelemmel rendelkezik, alacsony szag- és károsanyag-kibocsátás mellett.
Feladás időpontja: 2023.02.17